As the world heads toward a digitized era, one technology that keeps getting updates is PCBs. Printed circuit boards are incredibly versatile and are useful in many gadgets and devices. However, these boards generate a lot of heat, making them susceptible to damage from high temperatures. Typically, the heat comes from the electricity flowing through the board. As a result, you need PCB insulation.
Don’t worry if you don’t know much about this concept. This article will give you a comprehensive idea of PCB insulation and its necessity.
Contents
What is PCB Insulation?
Man holding PCB
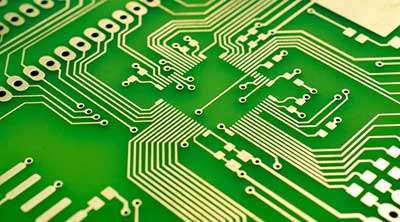
PCB insulation requires using dielectric materials to separate a board’s conducting layer from other elements. The insulating layer gives the PCB full coverage, protecting the board from environmental factors. Insulation also protects the board from unwanted contact with electrical conductors.
However, several factors could affect a printed circuit board’s efficiency. A few examples include overburden voltage, accidental impact, and voltage surges. Further, environmental variables like temperature, dirt, dust, and corrosion could also affect the board, causing poor PCB performance.
Why is PCB Insulation Important?
PCB
Printed circuit boards are vital components you can find in almost all electronic devices. However, these boards need electricity to function. Also, they feature copper wiring, making them adequate heat and electricity conductors.
Sadly, electricity running through PCBs makes them susceptible to overheating and the associated problems. Further, overheating destroys your electrical components or corrodes the board’s copper elements.
Hence, PCB insulation is crucial. While it helps prevent contact with conductive materials, PCB insulation protects your board from burning. In short, the insulation coating absorbs excess heat from the board and gives the PCB optimum coverage.
Objectives for PCB Insulation between Layers
PCB layer
PCB insulation has other objectives on a circuit board asides from preventing overheating. Some of these objectives include:
- PCB insulation aids in correcting thermal distribution during assembly.
- It also helps improve the PCB’s power and signal integrity.
- PCB insulation helps to secure adhesion when changing assembly temperature.
- Lastly, insulation coating reduces or prevents signal interference between two layers.

PCB Insulation Materials
Conventional PCB insulation materials work in dielectric catalysts. Therefore, the distance between the catalysts on a surface determines the material you’ll need for insulation. Also, you must know the space and trick intervals before insulating your PCB.
Moreover, manufacturers use different insulating materials for PCBs. Usually, your board’s application dictates the needed insulation material. Here’s a closer look at the different types.
Flex
Some PCB applications demand a flexible board. And flexible PCBs require unique insulation types.
In short, flex circuits need a solid but tiny insulation coating that won’t restrict movement. Most manufacturers use PCB insulation spray to provide coverage for flexible circuits.
FR-4
FR-4 offers the best flame retardant insulation for two-layered PCBs. In addition, it’s an incredibly cost-effective material blended from entwining fiberglass.
Also, FR-4 is the go-to for many manufacturers as the material provides resistance against physical forces and high temperatures.
Metal Coating
Conductive is the word that best describes metallic components. Further, a metal coating has high heat resistance, making them beneficial for PCBs. Also, it protects the board from strong electrical ion flow.
PCBs in gadgets with high current consumption needs metal insulation for maximum performance.
FR-2
Contrary to FR-4, FR-2 is a plastic and paper carbolic acid blend. As a result, FR-2 has lower fire resistance features, but it’s light and durable enough for a single-layered PCB.
FR-2 also offers a bonus: water repellent. Other benefits of this material include being easy to grind or stroke and its affordability. It’s the go-to for manufacturers of inexpensive end-user electronics.
Radio Frequency Coating
This material works for high-end PCBs that use radio frequencies. Radiofrequency insulation is best for boards in electronics like aero spatial and in-flight devices.
How Insulation Helps PCB Assembly and Operation
Machine building PCB
The demand for multiple-layer PCBs is on the rise. And it’s because these variants offer more thickness, speed, and onboard components compared to their single-layered counterparts.
But the benefits of these PCBs come with complexities like signal routing. And you can fix this issue by selecting the ideal insulation material. Here are things to consider:
Board Classification
FR-4 is one insulating material that works with most PCB classifications. But it’s best to use insulation materials that can handle interruptions from controlling high-speed PCBs.
PCB Height
Although most people prefer multi-layered boards because of their size, the insulation’s height will also depend on the PCB’s thickness. Addressing this limitation requires coordinating the insulation type, number of layers, and PCB height.
Thermal Movement
It’s crucial to consider how frequently you’ll expose your boards to changing temperatures when manufacturing. For instance, a typical flex board will need more thermal cycles than rigid boards.
Also, when designing multi-layered circuits, proper insulation is the key to building operational and efficient Printed Circuit Boards.
Selection of PCB Coating
Here’s how to choose PCB coating:
Selection Principles
PCB coatings have various physiochemical and processing properties. Hence, it’s crucial to select them after careful consideration. Also, it would help if you contemplated factors like PCB layout, electrical performance requirements, and operating environments.
However, an adequate PCB coating must meet the following requirements:
- It should have low cost and toxicity levels.
- PCB coatings should be easy to spray and have low viscosity.
- It must be flexible.
- It should offer enough protection from extreme temperatures and physical impact.
- The optimal PCB coating should be reworkable.
- Also, it shouldn’t generate any unwanted products when high-speed curing.
- PCB coatings should have wide operating temperature ranges.
- Lastly, it should offer excellent durability and shelf-life.
Verification Method
Selecting your PCB coating according to specific certification requirements like UL and RoHS is essential. So, once you choose your preferred coating, verify its validity according to your PCB manufacturer‘s techniques.
Technique Verification
Technique verification tests if your preferred PCB coating matches current products and techniques. Here’s how the process works:
First, manufacturers spray the PCB coating manually or automatically. Then, after curing the coating, they’ll observe to see if it’s even, flat, semi-transparent, or transparent with zero viscosity. Also, they’ll examine if cracks, pinholes, and bubbles appear in the coating.
Then, manufacturers will test the coating’s reworkability and see how easy it is to peel. They can use physical, chemical, or mechanical methods. Usually, coating manufacturers offer dissertators (chemical methods) to help verify this property without damaging the devices.
Next is the protection performance verification. The major aim of PCB coating is to protect electronic components. Tests conducted under this stage include resistance tests in moist environments, hydrolytic stability, dielectric pressure resistance, and thermal impact tests.
Lastly, ensure the PCB coating is suitable for consumer products, equipment, and technology.
Final Words
PCB insulation is essential for any PCB design. Proper insulation material can enhance your board’s performance while providing coverage and protection.
Not using PCB insulation can lead to various issues. For example, you may damage your components or watch your board burn. So, we recommend opting for the insulation material that fits your PCB application.
Do you have any questions? Feel free to contact us, and we’ll be at your service.